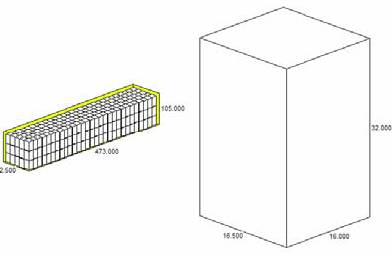
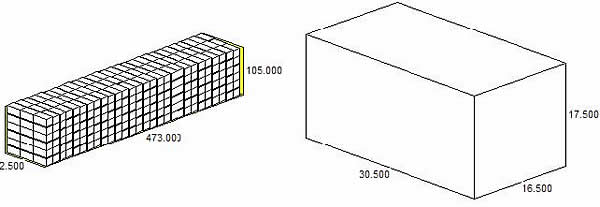
首先,我们用耕种机的原始尺寸估算包装尺寸和集装箱装载数量。由原始数据计算的包装是被竖着放入集装箱的。这种方位放置得到较少的装箱量,并且在集装箱顶部和侧面都存在空隙(见图2)。
|
|
每集装箱装435个 |
|
图2 最初的包装摆放方法
产品设计的重点是要增加集装箱装载量。产品工程师和包装工程师密切配合进一步改进了耕种机设计。从集装箱装载方式上看,如果在长度上减小5英寸,可沿集装箱最长边增加摆放3排纸箱。采用这种方式,可充分利用集装箱的高度,并可显著增加装箱量。为了调整这个方向的堆叠强度要求,纸箱在这个方向需要以完全重叠方式(FOL)设计成波纹状。
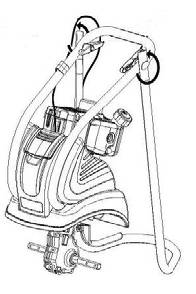
在初始设计中,手柄的合叶放在距沙平衡器大约30英寸的地方。运输过程中,手柄被折叠,手柄的末端被折到齿轮箱后面。但是,齿轮箱的位置超过手柄最末端约1.5英寸(见图3)。
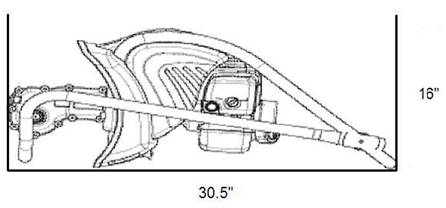
图3 最初的产品布局
我们重新布置合叶的位置,使手柄的末端与齿轮箱的底部相平,产品的总长度缩短了1英寸(见图4)。手柄的下段被缩短,而手柄的上段被加长,因此手柄的总长度保持不变,没有影响到顾客使用的便利性。
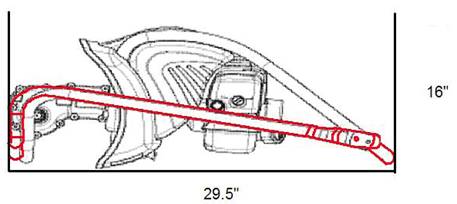
图4 修改后的产品布局
为了进一步减小长度,产品被斜放到纸箱中(见图5)。这使高度由16英寸增加到17.5英寸,但由于集装箱的顶部有一定的剩余空间,高度的增加不会影响装载量和装载布局。以上是一个通过改善包装体积的方法增加装载量的例子。
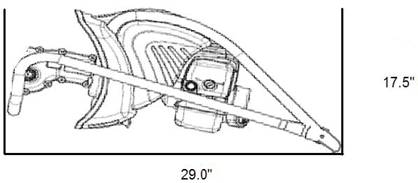
图5 修改后的产品布局
通过改变设计和尺寸,装载量比原始设计增加了15%,增加到每集装箱504个包装。(见图6)
每集装箱装504个
图6 修改后的集装箱装载
上述装配方法装配得很紧密,使我们不能再用FOL设计得到更大的重叠度。由于纸板的额外厚度,使纸箱的长度超出。我们提高纸板的等级并采用RSC型隔板。产品的这项修改,纸箱内产品倾斜放置方法和修改箱子在集装箱内摆放的方向等三项措施使每年产品的运输量减少24个集装箱。
|

